 Lernkarte 3: Aufbau konventioneller Glaswannen – Der Industrie-Guide
Lernkarte 3: Aufbau konventioneller Glaswannen – Der Industrie-Guide
Hallo zusammen! ![]()
Heute geht es um das Herzstück jeder Glashütte: Die Schmelzwanne. Für uns als Industriemeister ist es nicht nur wichtig zu wissen, dass das Glas schmilzt, sondern wie der Ofen konstruktiv aufgebaut ist, um diesen Prozess über 10 bis 15 Jahre stabil zu halten.
Wir zerlegen die Wanne in ihre Baugruppen – vom Becken bis zum Oberbau – und schauen uns die Thermodynamik dahinter an.
 1. Wannenbecken – Der Schmelzraum
1. Wannenbecken – Der Schmelzraum
Das Wannenbecken transformiert das Gemenge in flüssiges Glas. Die Konstruktion ist exakt auf die Haltbarkeit ausgelegt.
Geometrische Struktur:
- Grundriss: Rechteckig oder oval.
- Länge: Typisch 4–20 m (abhängig von Produkt/Durchsatz).
- Wannentiefe: 1,2–1,8 m (kritisch für die Aufenthaltszeit und Strömung).
- Wannenvolumen: 15–800 Tonnen Glasinhalt möglich.
- Schmelzfläche: 10–150 m² (typisch für kontinuierliche Wannen).
Boden und Seitenwände (Feuerfest-Strategie):
Hier entscheidet sich die Lebensdauer. Unterschiedliche Zonen brauchen unterschiedliche Steine.
- Bottombau (Boden):
- Leicht zum Auslauf geneigt (Gefälle ca. 0,5–1,5 %), um den Fluss zur Forehearth zu unterstützen.
- Material: Hochbeständige AZS-36 bis AZS-41 (höchste Resistenz gegen Glaskontakt).
- Aufbau: 400–600 mm feuerfestes Material + Isolationsschicht dahinter.
- Seitenwand-Strategie (Palisaden):
- Melting End (Chargierkante): Hohe Abrasion durch festes Gemenge \rightarrow Aluminasteine oder AZS-33.
- Refining Zone (Läuterung): Heißeste Zone (\approx 1.500 °\text{C}), aggressiver chemischer Angriff \rightarrow AZS-36/41.
- Working End (Arbeitsende): Moderate Temperaturen (1.150–1.300 °\text{C}) \rightarrow Aluminasteine oder Standard-AZS.
- Dicke: Gesamtwanddicke meist 300–500 mm Feuerfest + Wärmedämmung.
2. Die funktionalen Zonen im Prozess
Der Weg des Glases ist eine Reise durch verschiedene Temperaturzonen.
Zone 1: Schmelzbereich (Melting Zone)
- Temperatur: 1.300–1.450 °\text{C} im Batch, bis zu 1.600 °\text{C} unter der Schicht.
- Dauer: Das Gemenge benötigt hier ca. 4–8 Stunden.
- Physik:
Praxis-Daumenwert: Eine 100 t/Tag Wanne benötigt ca. 4–5 MW Wärmeeintrag allein in dieser Zone.
Zone 2: Läuterungsbereich (Refining Zone)
Hier müssen Gasblasen (aus der Gemengezersetzung oder Läutermitteln) raus.
- Temperatur: \approx 1.480–1.550 °\text{C} (höher als beim Schmelzen, um die Viskosität zu senken und Diffusion zu beschleunigen).
- Verweilzeit: 2–3 Stunden.
- Mechanismus:
- Chemie: Typische Läutermittel sind SO_2 (Sulfate), SnO_2 oder früher As_2O_3.
Zone 3: Konditionierungsbereich (Working Zone)
- Ziel: Thermische Homogenisierung und Abkühlung auf Formgebungstemperatur.
- Temperatur: Eingang 1.500 °\text{C} \rightarrow Ausgang 1.100–1.350 °\text{C}.
- Abkühlrate: Typisch 100–200 °\text{C/h}.
- Verweilzeit: 1–2 Stunden.
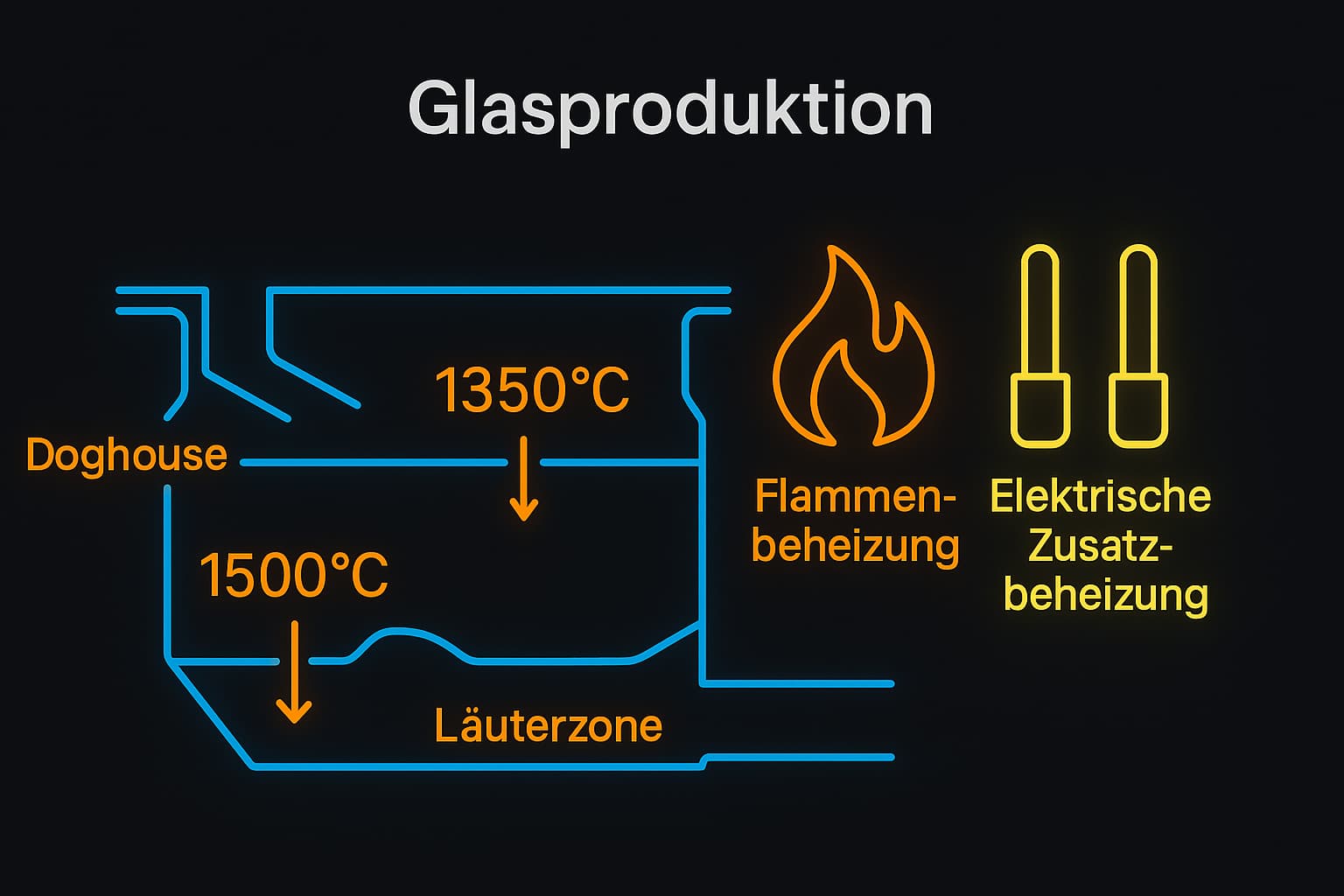
3. Oberbau (Superstructure) & Doghouse
Während das Becken dem Glas widersteht, muss der Oberbau der alkalihaltigen Atmosphäre und der Hitze trotzen.
- Material: Meist Silika-Steine (wegen der Standfestigkeit bei Hitze) oder Leichtschamotte (Isolierung). Rohdichte 1,4–1,8 \text{ g/cm}^3.
- Flammraum: Höhe ca. 0,8–1,5 m über dem Glasspiegel.
- Doghouse (Einlegevorbau):
- Besitzt ein eigenes Gewölbe und schützt die Hauptwanne vor dem „Kälteschock“ des frischen Gemenges.
- Vorwärm-Effekt: Das Gemenge wird hier bereits auf 800–1.000 °\text{C} vorgewärmt, bevor es in die Wanne schwimmt.
 4. Energie & Wärmefluss
4. Energie & Wärmefluss
Die klassische Regenerative U-Flammenwanne ist der Standard.
Energiebilanz
Wohin geht die Energie des Brennstoffs (Gas/Öl)?
- Verluste: Abgas (40–50 \%), Wandstrahlung (10–15 \%).
Spezifischer Energieverbrauch
Wie viel Energie kostet 1 kg Glas? (Wichtig: Scherbenanteil senkt den Verbrauch massiv – ca. 25-35% Ersparnis bei 50% Scherben!)
| Glassorte | Spez. Energie (MJ/kg) | Bemerkung |
|---|---|---|
| Behälterglas | 4,5–6,0 | Industriestandard |
| Floatglas | 6,0–8,5 | Höhere Qualitätsanforderungen |
| Spezialglas | 3,8–5,5 | Oft hoher Scherbenanteil |
Das Regenerator-System
Dient der Wärmerückgewinnung (\approx 65 \% der Abgaswärme).
- Zyklus (Reversieren): Alle 20–30 Minuten wird die Feuerungsseite gewechselt.
- Heizphase: Abgas (1.400 °\text{C}) heizt Gittersteine auf.
- Kühlphase: Kalte Luft strömt durch heiße Steine und wird auf 1.200–1.300 °\text{C} vorgewärmt.
Elektrische Zusatzheizung (EZH / Boosting)
Molybdän-Elektroden leiten Strom direkt durch das Glas (Glas ist bei hohen Temperaturen leitfähig!).
- Formel:
- Vorteile: Präzise Regelung (\pm 2 °\text{C}), weniger NO_x, Leistungssteigerung (50–300 \text{ kW} typisch).
 5. Strömungsdynamik (Glasbad)
5. Strömungsdynamik (Glasbad)
Wie bewegt sich das Glas?
Treibende Kraft ist der Dichteunterschied durch Temperatur (Konvektion).
- Rayleigh-Zahl (Ra): Beschreibt, wann Konvektion startet (Ra > 1.700).
(mit g=Gravitation, \beta=Ausdehnung, \nu=Viskosität, \alpha=Temperaturleitfähigkeit)
Praxis-Effekt: Es entstehen „Walzen“ im Glasbad. Diese sind essenziell für die Homogenisierung, können aber auch den Wannenboden auswaschen.
6. Forehearth (Speiser)
Die letzte Meile vor der Formgebung.
- Funktion: Thermisches „Feintuning“ auf \pm 3 °\text{C} Genauigkeit.
- Kühlung: Von 1.500 °\text{C} (Wanne) auf 900–1.200 °\text{C} (Tropfen).
- Strategie:
- Zone 1: Indirekte Luftkühlung (1.500 \to 1.350 °\text{C}).
- Zone 2: Kombinierte Kühlung (1.350 \to 1.150 °\text{C}).
- Zone 3: Direkte Kühlung auf Oberfläche (1.150 \to 900 °\text{C}).
 7. Kritische Aspekte: Fehler & Risiken
7. Kritische Aspekte: Fehler & Risiken
Wärmespannungen
Der Stein reißt, wenn die thermische Zugspannung (\sigma_t) die Druckfestigkeit übersteigt.
Beispiel: Bei AZS (400 \text{ mm} Dicke) und \Delta T = 400 °\text{C} entstehen bis zu 400 \text{ MPa} Spannung. Der Stein hält aber nur ca. 100 \text{ MPa} aus \rightarrow Riss!
Fugen-Management
Materialien dehnen sich unterschiedlich aus.
- Lösung: Expansionsfugen von 2–4 mm pro Laufmeter, gefüllt mit komprimierbarer Keramikfaser (kein Mörtel!).
Das AZS-Anomalie-Heizprogramm
Wegen der Zirkon-Umwandlung (siehe Lernkarte 2) muss AZS extrem vorsichtig aufgeheizt werden.
| Phase | Temp-Bereich | Rate | Dauer |
|---|---|---|---|
| Trocknung | 20–150 °\text{C} | 10 °\text{C/h} | 13 h |
| AZS-Kritisch | 700–1.200 °\text{C} | 2–3 °\text{C/h} | 167 h |
| Gesamt | 20–1.450 °\text{C} | \approx 5 °\text{C/h} | \approx 300 \text{ h} |
 Moderne Technik-Add-ons
Moderne Technik-Add-ons
- Bubblers: Bodendüsen blasen Luft/Stickstoff ein \rightarrow erzwingt Konvektion \rightarrow bessere Läuterung.
- Reversal Units: Automatische Umsteuerung der Regeneratoren (Präzision \pm 2–5 Sekunden), um Temperaturschwankungen zu minimieren.
💡 Prüfungs-Check: Fragen & Antworten
Frage 1: Risse in AZS-Steinen nach 200h Aufheizen (Bereich 1000-1050°C). Ursache?
- Ursache: Zu schnelle Aufheizung in der anomalen Umwandlungszone (900–1.200 °\text{C}). Zugspannung > Druckfestigkeit.
- Lösung: Aufheizrate in diesem Fenster zwingend auf 2–3 °\text{C/h} begrenzen.
Frage 2: Vergleich Wannen-Design: A (Silika+AZS) vs. B (Voll-Chrome).
- Wanne A: Günstiger Standard, aber Fugenprobleme durch verschiedene Ausdehnungskoeffizienten.
- Wanne B: Sehr teuer (2-3x), aber ideal für Spezialglas, da uniformer Ausdehnungskoeffizient und extrem haltbar.
Frage 3: Warum verbraucht Werk B nur 4,5 MJ/kg Energie, Werk A aber 7,5 MJ/kg?
- Gründe: Werk B hat vermutlich einen höheren Scherbenanteil (z.B. 60% vs 20%), einen effizienteren/saubereren Regenerator (70% vs 55%) oder eine bessere Isolierung (neue Wanne vs. alte Wanne).
 Community-Frage
Community-Frage
Die Theorie der „Bubblers“ klingt super (bessere Durchmischung). In der Praxis höre ich aber oft, dass die Dinger den Bodenverschleiß massiv erhöhen („Drilling“).
Wie sind eure Erfahrungen damit? Laufen die bei euch permanent oder nur bei Bedarf?
Diskutiert mit! ![]()