 Teil 1: Rotationsformen (Rotationssintern)
Teil 1: Rotationsformen (Rotationssintern)
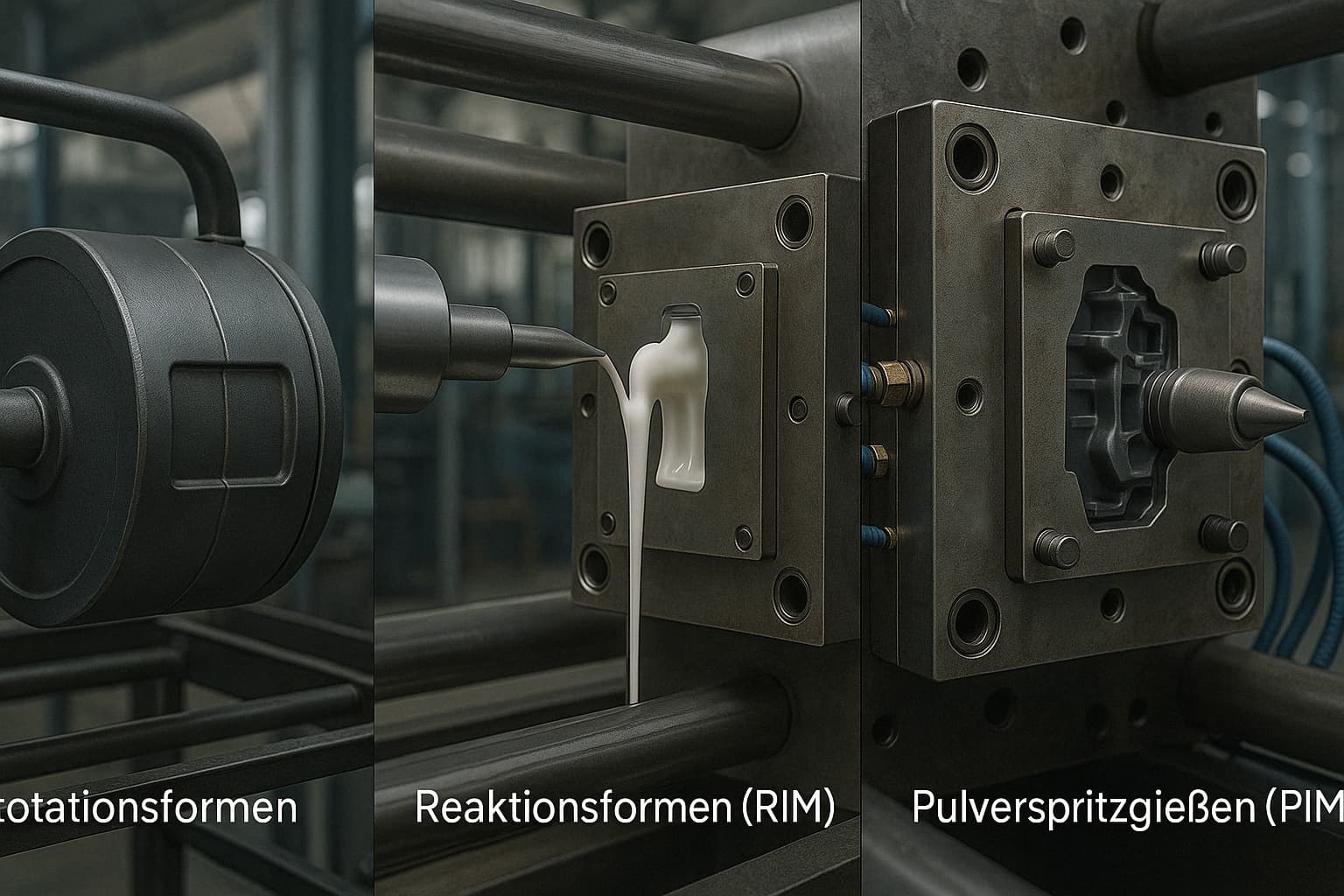
Rotationsformen (Rotationssintern) dient zur Herstellung großer, nahtloser Hohlkörper. Kunststoffpulver wird in einem rotierenden Werkzeug erwärmt und verschmilzt gleichmäßig an der Werkzeugwand.
 1. Prozessschritte:
1. Prozessschritte:
- Einfüllen von Kunststoffpulver ins Werkzeug
- Erwärmung des rotierenden Werkzeugs im Ofen
- Gleichmäßiges Aufschmelzen und Anhaften an der Werkzeugwand
- Abkühlung unter Rotation
- Bauteilentnahme aus der Form
2. Typische Anwendungen:
- Tanks, Container, Behälter
- Großvolumige Kunststoffgehäuse
- Spielgeräte, Kajaks, Schwimmkörper
3. Merkmale & Vorteile:
- Nahtlose, robuste Teile mit gleichmäßiger Wandstärke
- Geringe Werkzeugkosten (einfache Formen)
- Sehr gut geeignet für Kleinserien und große Hohlkörper
4. Typische Fehler beim Rotationsformen:
| Fehler | Ursache | Abhilfe |
|---|---|---|
| Porosität | ungleichmäßige Temperatur, Feuchtigkeit im Pulver | Temperatur gleichmäßig regeln, Material vortrocknen |
| Ungleichmäßige Wandstärke | falsche Rotationsgeschwindigkeit | Rotation optimieren |
Teil 2: Reaktionsformen (RIM - Reaction Injection Molding)
Beim RIM-Verfahren (Reaktionsspritzgießen) werden zwei flüssige Reaktionskomponenten (Polyol + Isocyanat) unter Druck gemischt und in ein geschlossenes Werkzeug gespritzt, wo sie chemisch reagieren und aushärten.
1. Prozessschritte:
- Flüssige Komponenten dosieren und mischen
- Einspritzen in geschlossenes Werkzeug
- Chemische Reaktion & Aushärtung im Werkzeug
- Bauteilentnahme
2. Typische Produkte & Anwendungen:
- PU-Schaumteile (Automobilinterieur, Stoßfänger)
- Komplexe Gehäuseteile (Medizintechnik, Elektronikgehäuse)
3. Merkmale & Vorteile:
- Hohe Formfreiheit, komplexe Geometrien realisierbar
- Sehr kurze Zykluszeiten durch schnelle chemische Reaktion
- Hohe Oberflächenqualität möglich
4. Typische Fehler beim RIM-Verfahren:
| Fehler | Ursache | Abhilfe |
|---|---|---|
| Schlechte Mischung | Falsches Mischverhältnis, ungleichmäßiger Druck | Druck/Mischverhältnis kontrollieren |
| Lufteinschlüsse | zu schnelles Einbringen | Einspritzgeschwindigkeit optimieren |
Teil 3: Pulverspritzgießen (PIM - Powder Injection Molding)
Pulverspritzgießen kombiniert Kunststoffspritzgießen und Pulvermetallurgie. Metall- oder Keramikpulver wird mit Kunststoffbinder gemischt und spritzgegossen, anschließend entbindert und gesintert.
1. Prozessschritte:
- Herstellung der spritzfähigen Pulvermischung (Feedstock)
- Spritzgießen des Feedstocks in Form
- Entbinderung (Entfernung des Kunststoffbinders)
- Sintern (Verdichten und Härten des Bauteils)
2. Typische Anwendungen:
- Kleinteile mit hoher Präzision (medizinische Instrumente, Elektronikbauteile)
- Hochbelastbare Bauteile aus Metall oder Keramik
3. Merkmale & Vorteile:
- Hohe Präzision und komplexe Geometrien möglich
- Gute mechanische Eigenschaften nach Sintern
- Nischenverfahren für spezielle Anforderungen
4. Typische Fehler beim Pulverspritzgießen:
| Fehler | Ursache | Abhilfe |
|---|---|---|
| Risse beim Sintern | Fehlerhafte Entbinderung | Langsamere, kontrollierte Entbinderung |
| Maßabweichungen | ungleichmäßige Pulververteilung | Gleichmäßige Mischung des Feedstocks |
Typische Prüfungsfragen (IHK Niveau):
- Erläutern Sie den Ablauf beim Rotationssintern.
- Welche Vor- und Nachteile bietet das Reaktionsformen (RIM)?
- Beschreiben Sie die Prozessschritte beim Pulverspritzgießen (PIM).
- Welche Fehler treten typischerweise beim Rotationsformen auf und wie lassen sie sich vermeiden?
- Wo kommt das Reaktionsspritzgießen bevorzugt zum Einsatz und warum?
Wichtige Merksätze zur Prüfungsvorbereitung:
[Rotationsformen = Erwärmen + Rotieren → Kunststoff verschmilzt zu nahtlosem Hohlkörper][RIM-Verfahren = Flüssige Komponenten mischen → chemische Reaktion im Werkzeug → Bauteil aushärten][Pulverspritzgießen = Metall/Keramik-Pulver mit Kunststoffbinder → spritzgießen → entbindern → sintern]
![]() Fazit:
Fazit:
- Rotationsformen ideal für großvolumige nahtlose Hohlkörper.
- RIM bietet schnelle Aushärtung und komplexe Geometrien.
- PIM verbindet hohe Präzision der Metall-/Keramiktechnik mit der Formfreiheit des Spritzgießens.
![]() Viel Erfolg bei deiner Industriemeisterprüfung Kunststoff HQ Technik!
Viel Erfolg bei deiner Industriemeisterprüfung Kunststoff HQ Technik!