 Lernkarte: Spritzgießen – Industriemeister Kunststoff HQ Technik
Lernkarte: Spritzgießen – Industriemeister Kunststoff HQ Technik
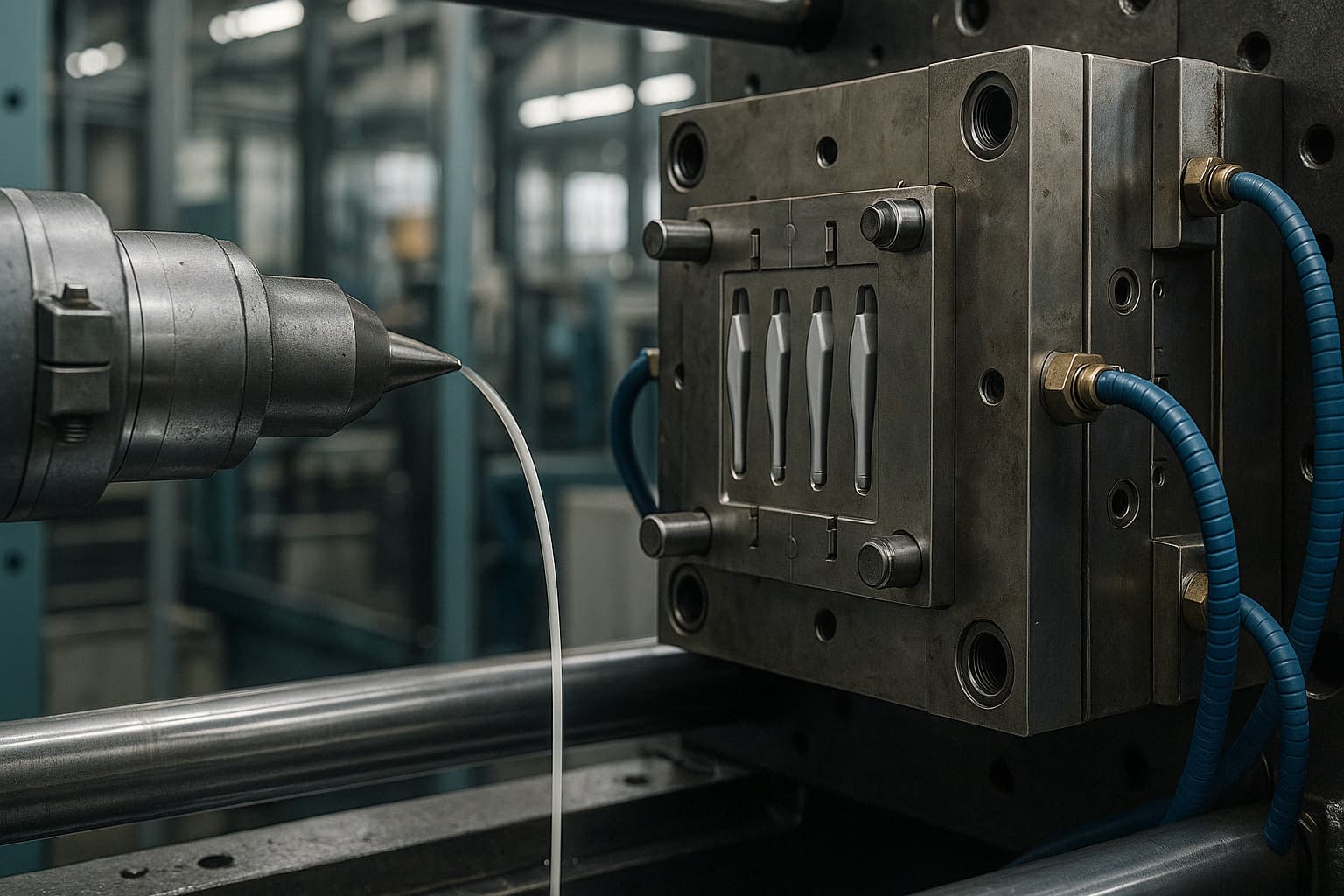
Das Spritzgießen ist eines der wichtigsten Kunststoffverarbeitungsverfahren. Kunststoffgranulat wird plastifiziert und unter hohem Druck in eine Form (Spritzgießwerkzeug) eingespritzt. Dort erstarrt es durch Abkühlung und bildet das fertige Bauteil.
 1. Grundlagen & Begriffe
1. Grundlagen & Begriffe
- Thermoplaste: mehrfach schmelz- und formbare Kunststoffe
- Duroplaste: härten beim Erwärmen dauerhaft aus
- Spritzgießzyklus: Schließen → Einspritzen → Nachdruck → Kühlung → Öffnen → Entformung
2. Formteile & Gestaltung
Gestaltungsregeln:
- Gleichmäßige Wandstärken
- Entformungsschrägen (typisch 1° bis 3°)
- Vermeidung von Hinterschnitten
Einfluss auf Qualität:
- Dünne Wandstärken → kürzere Zykluszeiten
- Dicke Wandstärken → Einfallstellen möglich, längere Kühlzeit
3. Spritzgießwerkzeuge
Aufbau:
- Werkzeughälften (beweglich, feststehend)
- Anguss (Punkt-, Film-, Tunnelanschnitt)
- Kühlkanäle (zur schnellen Abkühlung)
- Auswerfersystem (mechanisch, pneumatisch)
Werkzeugtypen:
- Einfach-/Mehrfachwerkzeuge (Anzahl Kavitäten)
- Heißkanalwerkzeuge (Reduzierung von Angussverlusten)
4. Berechnung der Zuhaltekraft
Formel zur Berechnung der Zuhaltekraft (F):
F_Zuhalte = A_projiziert × p_spezifischBedeutung der Formelzeichen:
F_Zuhalte: Zuhaltekraft (kN)A_projiziert: projizierte Fläche des Formteils (cm²)p_spezifisch: spezifischer Spritzdruck (kN/cm²), üblich 0,3–0,8 kN/cm²
Beispiel:
Projizierte Fläche = 250 cm², spezifischer Druck = 0,5 kN/cm²
F_Zuhalte = 250 cm² × 0,5 kN/cm² = 125 kN 5. Parameteroptimierung beim Spritzgießen
Entscheidende Parameter:
- Massetemperatur: Schmelzetemperatur optimal einstellen
- Werkzeugtemperatur: Beeinflusst Oberfläche, Schwindung und Verzug
- Einspritzgeschwindigkeit: Oberflächenqualität und Orientierung der Moleküle
- Nachdruckzeit und -höhe: Gegen Einfallstellen und Lunkerbildung
- Kühlzeit: Wirtschaftlichkeit optimieren, aber Qualität sichern
6. Fehleranalyse & Ursachen
| Fehler | Ursache | Maßnahme |
|---|---|---|
| Einfallstellen | zu geringer Nachdruck, dicke Wand | Nachdruck erhöhen, Wanddicke reduzieren |
| Bindenähte | niedrige Massetemperatur, falscher Anschnitt | Massetemperatur erhöhen, Anschnitt optimieren |
| Schlieren | Feuchtigkeit im Granulat | Material trocknen |
| Gratbildung | unzureichende Zuhaltekraft, Werkzeug verschlissen | Zuhaltekraft erhöhen, Werkzeug reparieren |
| Verzug | ungleichmäßige Kühlung | Kühlkanäle anpassen, Werkzeugtemperatur homogenisieren |
7. Typische Prüfungsfragen
- Berechnung der Zuhaltekraft
- Ursachen typischer Spritzgießfehler erkennen
- Parameteroptimierung erklären
- Unterschiede bei Thermo- und Duroplasten nennen
- Werkzeugaufbau und Funktionen erläutern
8. Praxisrelevante Beispielrechnungen
 Berechnung der Holmspannung (Spritzgießmaschine)
Berechnung der Holmspannung (Spritzgießmaschine)
Gegeben:
- Holmquerschnittsfläche
A_Holm = π × (d² / 4) - Zuhaltekraft
F_Zuhalte
Formel:
σ_Holm = F_Zuhalte / (n_Holm × A_Holm)Beispielrechnung:
Holmdurchmesser d = 60 mm, F_Zuhalte = 2000 kN, n_Holm = 4
A_Holm = π × (60² mm² / 4) ≈ 2827 mm²
σ_Holm = 2000000 N / (4 × 2827 mm²) ≈ 177 N/mm² Berechnung Zykluszeitoptimierung
Gesamtzykluszeit (t_gesamt) optimieren über Einzelzeiten:
t_gesamt = t_Schließen + t_Einspritzen + t_Nachdruck + t_Kühlung + t_Öffnen + t_EntformungKühlzeit verkürzen durch optimale Werkzeugtemperierung und angepasste Wandstärken.
9. Praxiswissen & Prüfungsstrategien
- Zuhaltekraft-Berechnungen immer sorgfältig durchführen und dokumentieren
- Klare Ursachen-Wirkungs-Argumentation bei Fehleranalysen
- Parametereinstellungen begründen (Qualität ↔ Wirtschaftlichkeit)
- Aufbau und Funktion der Werkzeuge detailliert beschreiben
 Zusammenfassung wichtiger Merksätze:
Zusammenfassung wichtiger Merksätze:
[Spritzgießen = Plastifizieren → Einspritzen → Kühlen → Entnehmen][Zuhaltekraft = Projizierte Fläche × spezifischer Spritzdruck][Fehleranalyse = Ursache erkennen + geeignete Maßnahme ergreifen][Kurze Zykluszeit = Wirtschaftlichkeit, lange Zykluszeit = Qualitätssicherheit]
![]() Fazit:
Fazit:
Beherrsche diese Formeln, Zusammenhänge und die Fehleranalyse, um in der Prüfung erfolgreich zu sein!
![]() Viel Erfolg bei deiner Prüfungsvorbereitung!
Viel Erfolg bei deiner Prüfungsvorbereitung!